Introduction of Our PVC/WPC Foam Board Production Line
1
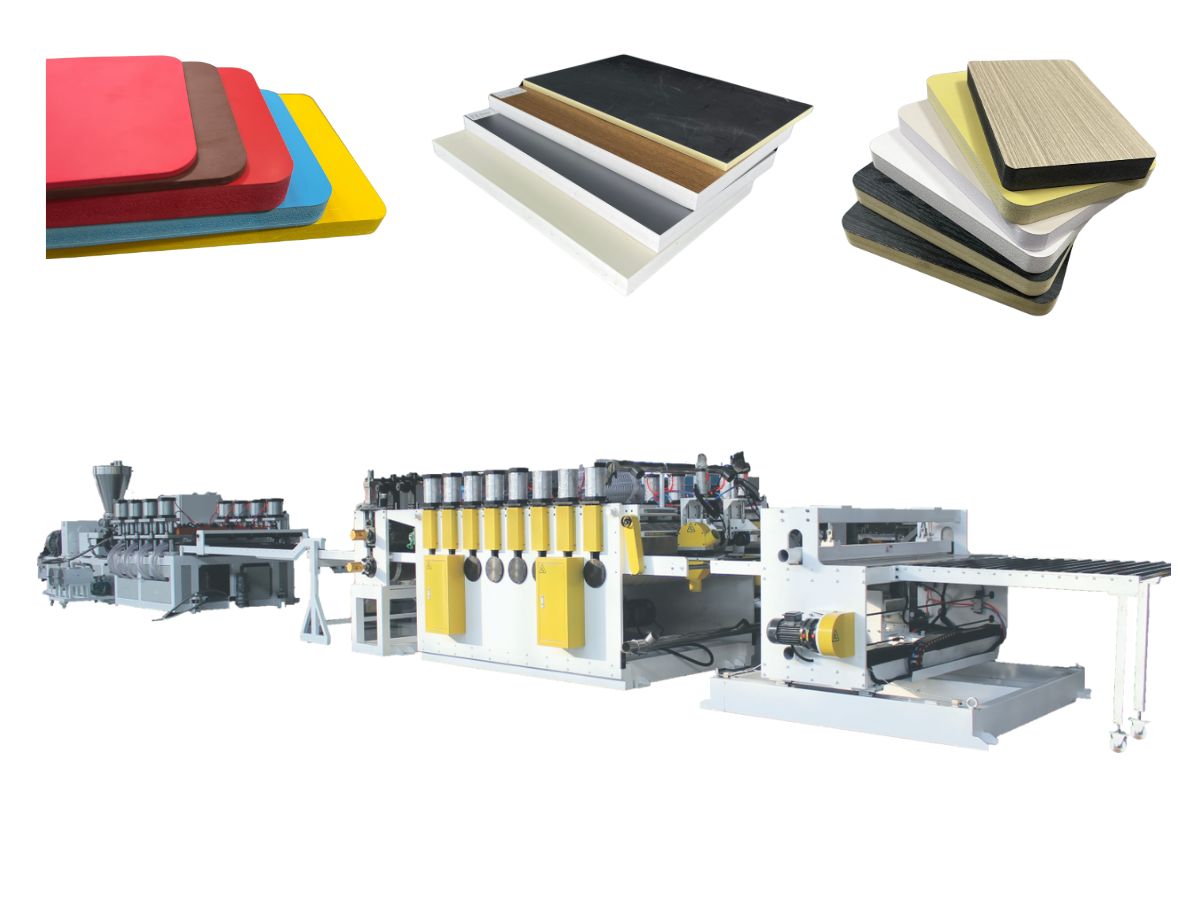
Applications : Our FANLYPLAS PVC/WPC foam board production line manufactures boards with thicknesses from 3 to 40mm, suitable for diverse applications. Thinner boards are ideal for wall panels and advertising, while thicker options are perfect for cabinet and door manufacturing. These versatile boards offer excellent performance in various construction and furniture applications.
2
Production Flow :The FANLYPLAS PVC/WPC board production line ensures continuous production, starting with a special twin-screw extruder and mould. The process includes a calibrating platform, cooling frame, haul-off machine, cutting machine, and stacker. For A+B+A three-layer co-extrusion boards, additional extruders and distributors can be added. Incorporating a water chiller further enhances production efficiency.
3
Line Features :The newly designed FANLYPLAS PVC/WPC foam board making machine offers higher output and lower power consumption. It features a compact twin-screw extruder with superior performance. Our screws, barrels, and dies are designed in-house and made by world-renowned manufacturers. We also provide the best material formulation and comprehensive technical support.
Equipment Composition of FANLYPLAS PVC/WPC Foam Board Production Line
FANLYPLAS offers customized PVC/WPC foam board production line based on customer requirements, including product specifications, production volume, facility size, and desired level of automation. We provide flexible configurations to meet various needs. Below are some of the standard configurations available for PVC/WPC foam board production line.
Extruder
According to PVC material property, conical twin screw extruder is selected. Fanlyplas extruder adopts 38CrMoAlA screw and barrel, aluminium heater with stainless steel cover in Barrel to provide high temperatures to melt PVC resin and other additives, also cooling fans to coordinate to get the required temperatures.
T-Die
Fanlyplas T-die adopts cloth hanger type without choke bar inside flow channel. Its advanced flow channel design makes perfect board surface and even thickness. No flat pore, no mechanical mark and burned material inside channel, and the production line runs stably and longer time.
Calibration Table and Cooling Bracket
Fanlyplas Calibration table up&down adjustment is controlled by hydraulic, and its front&back moving is controlled by electrical motor. Supporting rollers is made by Stainless steel; Its length depends on the required board size.
Online PVC Film Lamination Machine
Use hot melt adhesive to laminat the PVC film online, which is environmentally friendly and non-toxic, and can be double-sided laminating at the same time. The operation is simple and easy to use.
Haul off With Trimming Saw
Depending on the thickness of the board, eight groups of rollers or ten groups of rollers can be selected. Similarly, the trimming method is selected according to the thickness of the board, which can be sawing or blade cutting. It is also equipped with a dust collector to ensure that the dust during the sawing process will not be scattered in the workshop.
Cutter Unit
For thick plates, saw cutting can be adopted, while for thin plates, knife blade cutting is suitable. When saw cutting is used, a dust collector will be equipped at the same time. No dust will be produced when knife blade cutting is adopted.
Auto Stacker
The stacking system organizes finished sheets for easy handling and storage. It ensures efficient stacking without scratching or damaging the surfaces.
Water Chiller
It supplies cold water to T-die channels. Then cools the incoming hot water.
Parameters
Extruder Model
Main Motor Power
Production Capacity
Maximum Width
FL-80/156
75(kw)
250-350(kg/h)
Within 210cm
FL-80/173
90(kw)
350-450(kg/h)
Within 210cm
Videos
Q&A
What is the production capacity of PVC/WPC Foam board production line?
The production capacity depends on the model and configuration of the production line. We can customize the capacity based on your specific requirements and variable as per different thickness and width.
Can the production line produce sheets of different sizes and thicknesses?
Yes, the production line is designed to produce sheets with various thicknesses and width between. We provide different extruder model, adjustable die heads and suitable downstreams to meet your specifications.
What is the lead time for ordering your PVC/WPC Foam board production line?
The normal lead time is approximately 30-60 working days after receiving the down payment. The specific time depends on the model and configuration of the production line. We will do our best to ensure timely delivery.
How long does it take to install and commission the production line?
Installation and commissioning typically take 10-15 days, depending on the complexity of the production line. Our engineers provide on-site support and training during this period.
Why Choose Production Line from FANLYPLAS?
1
Superior Quality & Advanced Technology
ANLYPLAS is committed to providing high-quality PVC/WPC foam board production line, utilizing advanced extrusion technology and precise mold design to ensure stable and efficient operation, producing excellent PVC/WPC foam board to help you stand out in the market.
2
Customized Solutions & Professional Service
We have an experienced team that can provide tailor-made production line solutions based on your specific needs. Additionally, we offer comprehensive installation, training, and after-sales service to ensure the smooth operation of your production without any worries.
3
Continuous Innovation & Trustworthy Brand
FANLYPLAS, a well-known mechanical equipment production line brand from Shanghai, continuously invests in R&D to constantly optimize products and technologies. Choose us, and you will get reliable products and a long-term partnership.
Contact Us for Your Solution!
Thank you for your interest in FANLYPLAS PVC/WPC foam board production lines! If you have any questions or requirements regarding our products, or if you would like to obtain a more detailed customized solution, please fill out the contact form below with your contact information and specific needs. Our professional team will contact you as soon as possible to provide you with the best quality service and support.
WhatsApp us
Ask For A Quick Quote
We will contact you within 1 working day, please pay attention to the email with the suffix “@fanlyplas.com”.
Submitted successfully
Thanks for your inquiry, we will reply to your request in 24 hours.